
木工刀具之锯片基础知识,可以当作家具木工行业刀锯使用培训资料
一、锯片常见进口、国产品牌进口常见锯片品牌(直径范围50-1200mm) 骆驼---日本---------------------------广东金藏KINZO---日
一、锯片常见进口、国产品牌
进口常见锯片品牌(直径范围50-1200mm)
骆驼---日本---------------------------广东
金藏KINZO---日本------------------厦门
乐客---德国
兼房—日本
AKE---德国全国范围
蓝帜—德国
锐无敌—意大利

国产常见锯片品牌(直径范围50-1200mm)
威克—山东
博深—深圳西南地区
豪锐---四川
至广---广东,浙江
华锐—无锡浙江、安徽、江苏、西南
广运祥-广东、昆山广东、江苏、浙江部分
二、木工锯片分类与结构介绍、选用
1、按照材质分类:
硬质合金圆锯片

金刚石圆锯片:

2、基本参数组成及应用范围:
硬质合金锯片包含齿形、角度、齿数、锯片厚度、锯片直径、硬质合金种类等多项参数,这些参数决定着锯片的加工能力和切削性能。选择锯片时要根据需要,正确选用合适锯片参数
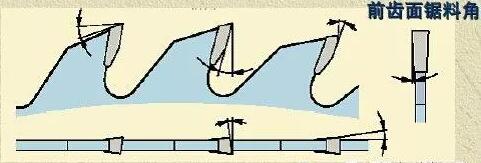
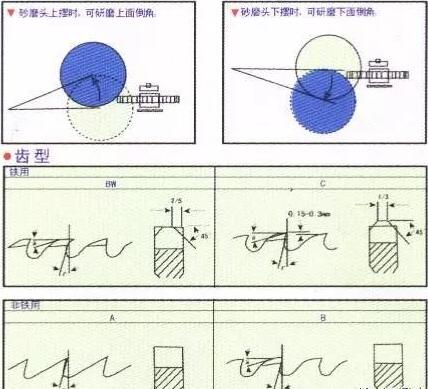
2.1、齿形-----常用的齿形有平齿、斜齿、梯形齿、倒梯形齿等。
左右齿
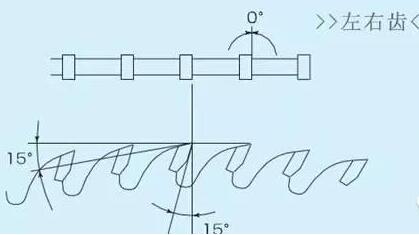
左右齿运用最广泛,因为这样组合前角大,能锐利地将木质纤维组织切断,切口光洁。对于要保持槽底平整的拉槽工艺,就要用到平齿组合。
用左右平组合齿--主要用于普通木材、实木的锯切,这种齿形比较简单、锯口比较粗糙。平齿 ,开槽工艺操作时平齿能使槽底平整。
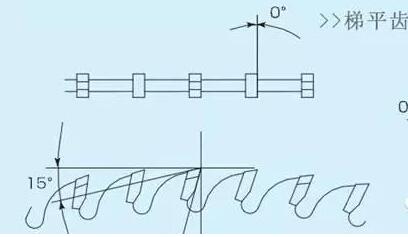
梯平齿
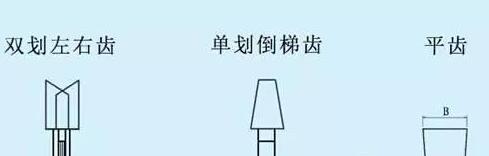
梯形齿适合锯切贴面板、防火板,可获得较高的锯切质量
倒梯形齿 ,倒梯形齿常用于底 ,槽锯片及划线锯片
斜齿锯片带交叉斜齿,适用于纵向切割厚度不超过50毫米的干燥软、硬木,和厚度不超过60毫米的单张和成叠的刨花板。斜齿锯切锯口质量比较好,适合锯切各种人造板、贴面板。

2.2、角度
锯齿的角度就是锯齿在切削时的位置。锯齿的角度影响着切削的性能效果。对切削影响最大的是前角γ(伽马)、后角α(阿尔法)、楔(xie)角β(贝塔)。
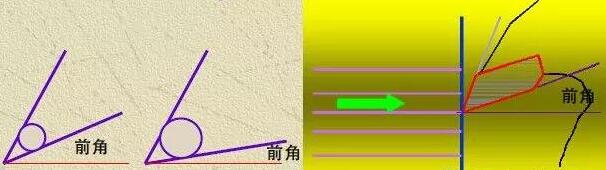
2.2.1前角γ是锯齿的切入角,前角越大切削越轻快,前角一般在 10-15°之间。
2.2.2后角α是锯齿与已加工表面的之间的夹角,其作用是防止锯齿与已加工表面发生摩擦,后角越大则摩擦越小,加工的产品越光洁.硬质合金锯片的后角一般取值15°。
2.2.3楔角β是由前角和后角派生出来的(如图)。但楔角不能过小,它起着保持据齿的强度、散热性、耐用度的作用。前角γ、后角α、楔角β三者之和等于90°
锯齿的齿数,一般来说齿数越多,会出现:
A、在单位时间内切削的刃口越多,切削性能越好,但切削齿数多,需用硬质合金数量多,锯片的价格就高,但锯齿过密,齿间的容屑量变小,容易引起锯片发热;
B、锯齿过多,当进给量配合不当的话,每齿的削量很少,会加剧刃口与工件的磨擦,影响刀刃的使用寿命。通常齿间距在15-25mm,应根据锯切的材料选择合理的齿数。
2.3、锯片厚度
锯片的厚度从理论上我们希望锯片越薄越好,锯缝实际上是一种消耗。用硬质合金锯片锯板的材料和制造锯片的工艺决定了锯片的厚度。选择锯片厚度时应从锯片工作的稳定性以及锯切的材料去考虑。

2.4、锯片直径
锯片直径与所用的锯切设备以及锯切工件的厚度有关。锯片直径小,切削速度相对比较低;锯片直径大对锯片和锯切设备要求就要高,同时锯切效率也高。
3.0 、硬质合金锯片的各种参数应加何选择?
一般情况下:
锯切刨花板、中密板应选左右齿;锯切贴面板、防火板一般选择梯平齿(平齿,梯形齿组合)。
4.0 锯片工作原理
当锯片连续切削时,合金锯齿切削所产生的热会传导给锯板,使锯板的温度升高,优质的锯板在这种情况下还能保持表态的精度,而质差的锯片就会发生锯板翘曲,影响锯切精度。锯板的动态稳定性对于几片锯片成组使用的精况尤为重要。当多片锯设备使用一组不稳定的锯片又如何能保证纵向开料的质量。锯板和刀头是优质锯片不可分割的组成部分。
三、影响锯片的使用因素与寿命
锯切工艺参数中(以金刚石为例):
(上面讲过,除了锯片本身锯板和刀头质量外外)……
1、锯切速度对锯片磨损性能影响最大,它主要是通过引起锯切温度和机械载荷的变化,导致金刚石磨粒产生不同形态的磨损。在低速区,机械载荷对锯片磨损起着主要作用,增大锯切速度,单颗金刚石磨粒切削厚度及有效切削面积减小,因此,机械载荷随之减小,锯片径向磨损减小,金刚石磨损形态以磨平、脱落为主;在高速区,机械载荷冲击及热载荷对锯片磨损有决定性影响,随着锯切速度的提高,热载荷及机械载荷冲击作用增大,锯片磨损加剧,金刚石磨粒以破碎形式居多。

2、使用过程中容易出现的问题:--多数报废崩角---原因:

1)、材料杂质;
2)、存放不当-禁止堆放,垂直吊挂;
3)、人为碰創
3、研磨不合理存在的现状:---全部报废

原因:
1)、手工研磨;
2)、磨屑角度不当;
3)、未应力校验,造成锯齿厚薄不一
四、锯片的选购
具体建议:材料切削速度 软木、中密度60-90 (米/秒) 硬木、浴室板 50-70(米/秒) 刨花板、胶合板 60-80 (米/秒) 切削速度过大,机床振动大、嗓音大,锯片稳定性降低,加工质量下降,切削速度过小,生产效率降低。同样的送料速度,每齿切削量增加,影响加工质量和刀锯的寿命。因为锯片直径D和主轴转速N是幂函数关系,在实际应用中,合理提高转速,减少锯片直径最为经济。
锯片的选购
3、质价比:
俗语说:"便宜没好货,好货不便宜",对其它商品而言可能没错,但对刀具工具来说恐怕不尽其然;关键是匹配。
对作业现场的诸多因素:如设备锯切对象、质量要求、进给速度、人员操作等。
进行综合评估,理智地选择,物尽其用,恰到好处,以节省开支、降低成本,参于行业竞争。
这有赖于对专业知识的掌握和同类产品信息的了解。
五、锯片的正确使用
为使锯片发挥其最佳性能,必须严格按照规范使用:
1、不同规格和用途的锯片,其设计的刀头角度和基本形式有所不同,尽量按其所对应的场合使用,比较好的办法是按照设备配套或建议规格;
2、设备的主轴和夹板的尺寸及形位精度对使用效果有很大影响,安装锯片前要检查和调整。锯片安装前必须清除主轴及法兰盘上的杂物。法兰盘表面应平整、干净与轴相互垂直相交。使用尽可能最大的法兰盘能使锯片的运转更加平稳,法兰盘大小要一致,法兰盘大小为锯片直径1/3(薄型锯片宜采用1/2D的法兰盘)锯切效果更佳(特别是薄型锯片)。

特别对夹板与锯片接触面影响夹紧力造成位移打滑的因素必须排除;
3、定期检查机器主轴的径向跳动(±0.02mm), 以及摆幅(±0.01mm).随时注意锯片工作情况,发生异常,如振动、嗓声、加工面走料情况,必须及时停机调整,并及时修磨,保持峰利;
4、修磨锯片不得改变其原来角度,避免刀头局部骤热骤冷,比较好自动磨刀机修磨。
5、暂时不用之锯片要垂直吊挂,避免长时间平放,更不应将物堆压其上,刀头处要加以保护,不许碰撞。
6、有下列情况时,必须及时送设备部外出修磨:
a)锯切质量不再符合要求时;
b)当机床的能耗明显增大时;
c)切削材料的边缘有明显爆口时候;
d )合金刃口磨损达到0.2mm时;

及时修磨是非常重要的,因为不锋利的锯片在工作时,锯身会发热,同时造成马达负荷过大,减少锯片的使用寿命。在应当修磨的时候继续切削,每增加10%的切削量,会带来额外50%的合金损伤,缩短锯片使用寿命。
7、必须经常性清除聚集在锯齿及锯板侧面的树脂、碎屑等杂物,因为粘着物不断累计,会增大阻力,造成高耗能(极端情况下,会造成机器马达的烧毁)以及粗糙的切削质量。如果同时刃口较钝,就有可能造成锯齿的损伤。
8、清洗时应避免使用腐蚀性溶剂,锯片长时间不使用时,应清洗刃磨,打油作防锈处理后,放在原装的纸盒内再妥善放置。
六、提升锯片的使用寿命
标准研磨锯片流程
硬质合金的锯齿刚修磨好是很锋利的,以后渐渐地磨损。我们把磨损情况分为三个阶段,刚刃磨的硬质合金有个初始磨损阶段,以后进入正常磨阶段,当磨损到一定程度会发生急剧磨损。我们希望在急剧磨损发生前进行修磨,这样修磨数量最小,能延长锯片的寿命。

1、首先,建立客户产品档案,把所有锯片放摄氏50度温水浸泡30分钟后,再进行清洗,除锈,除粘合物处理进行初步直观检验,把有明显缺陷不能再研磨产品,清洗后标注好客户编号,直接放返却区内,待需研磨品完成后一同寄给客户。
2、接着用千分表进行角度检测,包括齿前角;后脚;侧角检测(看否有裂痕,缺角等),然后放投影机上放大50-100倍,来确定锯齿原来角度锯片磨损情况;如齿缺角较小,我们可以适当提高研磨量,来降低客户生产成本。
3、如果有合金齿需要更换,则用德国KAHNY等全自动焊齿机进行齿交换作业。

4、接下来进行锯片应力校正,这一步研磨锯片非常关键工序;需要由非常有经验技师来完成,锯片高速运转过程,由于外力作用下,锯片应力已经发生了变化,所以会出现锯路变大;表面粗糙等现象; 应力调整都要求2遍以上;如果可以校正标准范围(指日本兼房锯片生产技术标准)内,则进入到下一道工序,反之,与会客户联系,征询客户意见,如客户要求研磨,则进行精密修磨,不过,完成后应在锯片包装内,附上锯片偏差具体数据等。研磨首先用日本进口200粒度金刚石砂轮进行粗研磨,然后再用600粒度砂轮进行精密研磨。
5、下一步进行振动率检查,合格后再按2步工序,进行最终检查,完全合格后放置出货区域,工作单交由业务,完成整个研磨工序。

百科热门搜索词



相关木业资讯推荐











最新木业资讯推荐




















-
 1111207
1111207 -
 1101103
1101103 -
 1071649
1071649 -
 1071008
1071008
-
 2090984
2090984 -
 2087716
2087716 -
 2078588
2078588 -
 2076746
2076746
- 12-28东北木材加工工程板,包装箱,托盘料
- 11-24移动式树枝碎枝机桑树枝葡萄枝粉碎机油电两用
- 11-17国产黑胡桃木板材价格多少一方
- 11-16BWD-3K130干式变压器温度控制器
- 11-14日本阀天VENN蒸汽疏水阀AK1H/2H原装正品 上海
- 12-24南美胡桃木价格行情如何
- 12-24巴西柚木价格行情最新消息
- 12-24加拿大松spf价格行情走势分析
- 12-24樱桃木价格行情最新消息
- 12-20北美黑胡桃价格行情分析
- 12-18求购:枕木3米
- 12-11求购;自动化原木制板设备
- 11-19求购优质国产白蜡木
- 11-17求购:加拿大铁杉木
- 11-11求购:白樺木原木
- 11-04国产黑胡桃烘干板材价格多少
- 11-04国产黑胡桃烘干板材价格多少钱
- 05-09凭祥龙之涵新中式缅甸花梨沙发报价是多少
- 05-06凭祥龙之涵缅甸花梨木躺椅子贵不贵
- 04-16河南永晟蒸煮核桃木烘干板材价格
- 11-11国产黑胡桃烘干板材有哪些特点呢
- 11-05国产黑胡桃木阴干好还是烘干好呢?
- 11-04国产黑胡桃烘干板优点和缺点是什么?
- 11-03国产黑胡桃木阴干好还是烘干好
- 11-03临颍莱美黑胡桃实木烘干板材好不好用
- 11-08国产黑胡桃木和北美黑胡桃有什么区别
- 06-08巴花是什么木材
- 06-07乌木是什么木头?为什么说家有黄金万两,不如乌木一方
- 03-31木制托盘的优缺点有哪些
- 03-31木托盘的优缺点分析
- 12-23加拿大木材出口额微增1.6%,对美出口增1.8%
- 12-23《人造板机械 热磨机》 国家标准通过审查
- 12-23明年6月预计竣工 广西容县胶合板产业园雏形渐显
- 12-17覃塘区推动2000余家木业企业向“绿”向“精”转型
- 12-17浦北木材家居产业去年产值突破40亿元


